

摩擦攪拌接合(FSW) FSW
摩擦攪拌接合(FSW)
佳見精工では近年注目を集めている摩擦攪拌接合に取り組んでおります。 芝浦機械(旧東芝機械)様と定期的に技術交流会を行い、共同で摩擦攪拌接合の案件対応や技術開発をさせていただいております。
摩擦攪拌接合(FSW)とは
FSWは1991年に英国のTWI(The Welding Institute)によって開発された技術です。
溶接はあらゆるものづくりに必要不可欠な技術ですが、様々な技法がある中、FSWは次世代技術として近年注目を集めています。
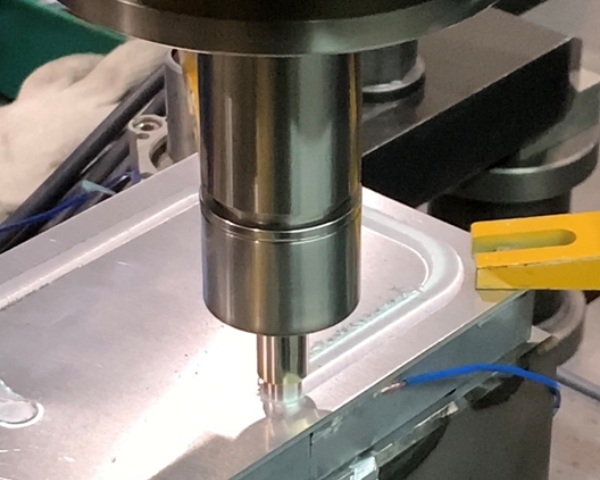
FSWは、先端に突起のある円筒状の工具を回転させることによって発生する摩擦熱で被接合材料を軟化させるとともに、接合部周辺を攪拌することで接合します。
FSWのメリット・デメリット
材料以外の素材を用いないため疲労強度が高く、材料も溶融しないことから、接合部の強度低下や接合後の変形(ひずみ)が小さく、欠陥・割れなどが発生しにくいという利点があります。
また、シールドガスが不要で騒音や粉塵の発生を低減でき、作業環境に優れています。同じ材質はもちろん異種金属接合も可能で、比較的融点の低いアルミニウム合金・銅合金などの非鉄金属、さらには鉄鋼・チタンなど融点の高い金属の接合も可能になりつつあります。
他接合方法との比較
- 接合温度
- 変形
- 強度低下
- 前処理
- 環境
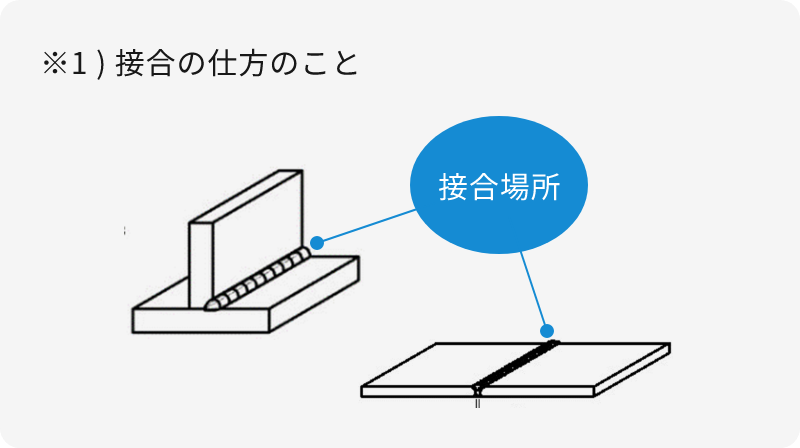
- 継手形状 ※1
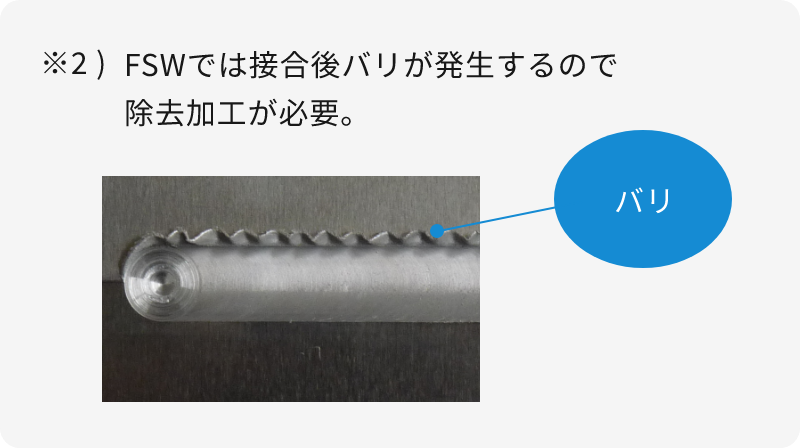
- 後加工 ※2
- 技術者
- アーク溶接
- 融点以上
- 多い
- 継手効率 約70%
- 必要(酸化皮膜の除去など)
- シールドガス、ヒューム、スパッタ
- 制約少
- 場合による
- 必要
- FSW
- 融点の80%
- 少ない
- 材料による
- 脱脂程度
- シールドガス不要、ヒューム、スパッタ無
- 制約多
- 必要(な場合が多い)
- 不要
FSW概論
FSWに必要なこと



プロセス
- ・適切なツール
- ・適切な接合条件
- ・ワークの固定方法
装置
- ・ステージ上へのワーク固定
- ・摩擦攪拌接合ツールの回転
- ・接合方向に駆動
後工程
- ・バリの除去加工
- ・終端穴の除去加工
当社では接合したい材料をお預かりして、接合可否を確認するサンプル試作を承っております。
FSWは接合ツールという特殊な工具を用いますが、当社では接合材料や板厚に応じたツールの設計から製作まで対応が可能です。
ただし、加工経験の少ない材質同士の接合に関しましては事前テストが必要となります。
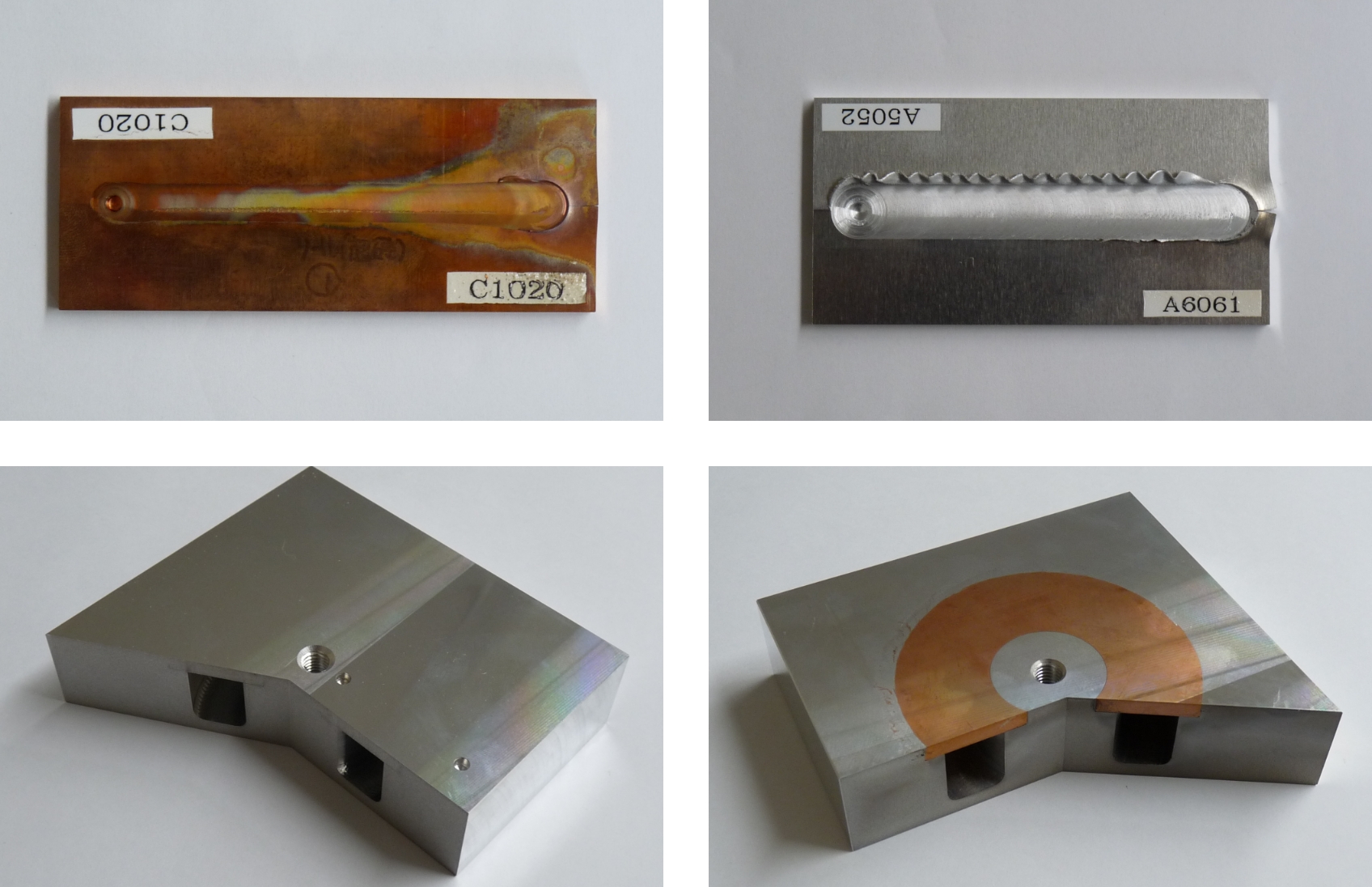
コーナーFSW加工
弊社では、様々な形状での試作に取り組んでいます。
現在、摩擦攪拌での加工は困難とされているコーナー接合の試作に成功しました。
今後も多様な材質、形状での試作を続けてまいります。
直線以外の形状での接合でお悩みでしたら、ぜひ一度弊社までご相談下さい。
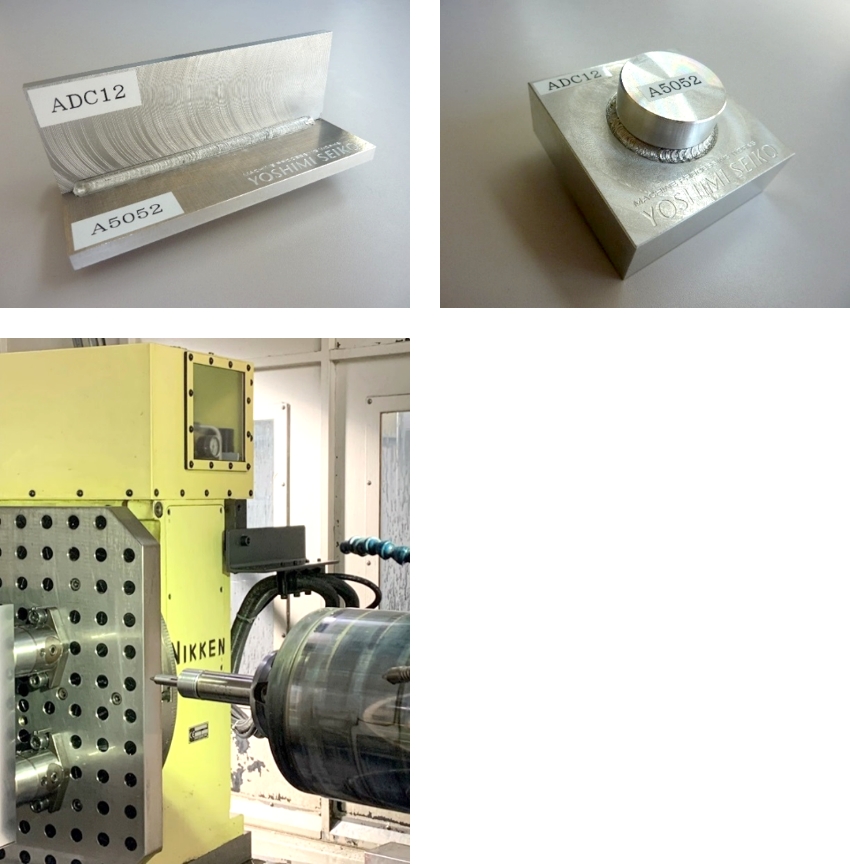
接合材質:A5052×ADC12
加工設備:BTD-200QH
(ロータリーテーブル仕様)
動画で見るFSW
